
2 工艺流程
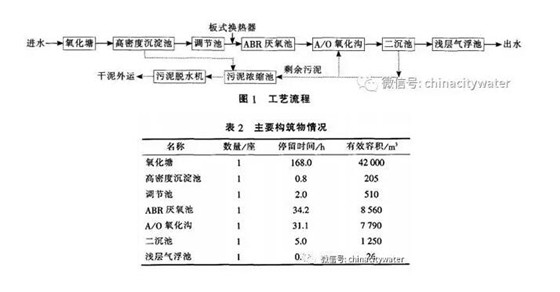
根据该公司的废水特点 ,同时结合该企业 的废水处理可用地现状。本项 目采用氧化 塘一 高效沉淀一 A B R — A / O氧化沟一 浅层气浮的处理工艺。具体设计工艺流程见图 1
3 主要单元技术说明
氧化塘 。废水在足够大的空间里停留,大分泥砂都可以沉积下来 ,不易造成设备 的堵塞。
高密度沉淀池 。有选择性地投加混凝剂及助凝剂,使之与原水充分混合、反应,从而去除大部分 S S及部分有机物。
调节池 。调节废水的水质 、水量 ,保障废水处理系统稳定、连续运行 :在调节池内安装板式换热器 ,提高废水温度,控制 ABR反应器进水水温在3 5摄氏度左右,有利于后段厌氧反应器的运行。
A B R厌氧池 。该反应器是一种高效厌 氧折流板式反应器 。相 当于多个 串联运行的 UA S B反应器 。每个反应室中的污泥可以颗粒化形式或絮状形式存在 。废水进入反应室沿导流板上下折流前进 ,依次通过每个反应室的污泥床 .废水中的有机物通过与微生物充分接触而得到去除。 由于导流板的阻挡作用和污泥的 自身沉降能 。大量厌氧污泥被截留在反应室内。如果设计参数合理 ,将污泥的悬浮层控制在反应室的中部位置 .则每一个反应室的出水都是上清液运行监测表 明,该 A B R厌氧池设计容积负荷为 5.12 k g[ C ODc r ] /( m • d) ,C OD。的去除率可达到80 % 以上 。
A / O氧化沟 。A / O氧化沟为 曝气 环状折流池型,兼有推流式和完全混合式的流态 ,耐冲击负荷。A段缺氧区为反硝化反应区,O段好氧 区主要为氨氮硝化反应 区 A / O氧化沟无须专用 的混合液 内回流设备,运行和管理控制方便灵活 。除磷脱氮效率也很高。
二沉池 。二沉池为辐流式沉淀池 。废水从氧化沟进入二沉池 .进行 固液分离.上清液直接排放。沉淀下来 的污泥 ,部分回流至活性污泥池 ,剩余 的则排至污泥浓缩池
浅层气浮池 。进一步去除悬浮物,强化出水效果 在高效浅层气 浮系统 中投加 P AC混凝剂及 P AM助凝剂 。能确保气浮出水达标排放。 ( 8 )污泥浓缩池。高密度沉淀池产生 的物化污泥和生化系统剩余污泥排入污泥浓缩池进行浓缩。 通过污泥泵将污泥浓缩池中的污泥输送到压滤机进行脱水处理。
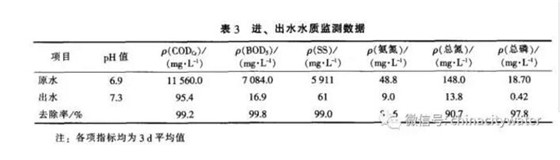
4.运行情况
5.案例总结
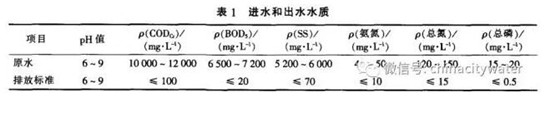
( 1 ) 制糖企业废水量大 .污染物浓度高且变化较大 .需在生化处理前设置物化预理,在用地允许的情况下建议预处理采用氧化塘工艺 .避免泥砂及浮渣堵塞沉淀设备。
( 2 ) 该项 目位于 内蒙古地区 。当地气温较低,为 了保证 AB R反应器的启动及高效运行 ,须对废 水进行预加热 .控制 A B R反应器进水水温在 3 5℃左右为宜。
( 3 ) 运行实践表明.氧化塘一 高效沉淀一 A B R — A / O氧化沟工艺的抗 冲击负荷能力较好 ,在水质水量有一定波动的情况下出水仍较稳定,特别适合于季节性生产 的企业。
废水回收利用
——广西轻工业,甘蔗制糖企业生化处理废水的回收利用,林新福
制糖行业对整个国民经济的发展和社会稳定有着不可缺少的推动作用,但高耗水 高污染和水资源不足严重制约了不少制糖企业的进一步发展,做好节水减排工作对于一家谋求长远发展的制糖企业而言已显得十分重要。
许多糖厂为了降低工业生产的新鲜用水量,减少废水的排放量,打好节能减排 节水降耗攻坚战,纷纷将废水回收利用工程列入到生产技术改造项目中 随着制糖末端废水治理技术逐渐成熟,经生化处理后的工业废水均能做到出水清澈透明,COD、 BOD5、 SS等主要污染物浓度指标普遍较低,且远低于国家允许排放浓度标准,出水水质稍稍偏碱。生化处理后废水在不接触生产原料 成品等影响到食品安全前提条件下,这样的达标废水是可以进行以下几个方面利用的。
1、回用循环冷却池
2、回用锅炉冲灰水池
3、回用生化系统调节池
4、回用作卫生清洁用水
5、回用作污泥浓缩脱水系统冲洗水
生化处理后废水的回收利用,可以实现废水的 资源化 ,为制糖工业生产用水做到 零取水 零排放 奠定基础,确保污染物长期 稳定达标排放,减少 消除对周围河流的水体污染与生态破坏 同时还能节约工业新鲜用水量,降低甘蔗成品糖的生产成本,从而达到制糖经济可持续发展的目的,真正实现节能减排与经济发展的共赢。
制糖废水处理发展方向
随着食糖需求量的急剧增加, 制糖产生的废水也在逐年增加,传统处理工艺已经不能满足当今变化发展中的制糖工业产生的废水处理要求。因此,怎样高效处理制糖废水工艺是环保研究工作者研究的一个重点。 严格控制流入土地的水量,科学合理清洁生产,减少对环境的污染。加强制糖生产过程中管理,杜绝跑、冒、滴、漏等现象,同时改进相关节水工艺,鼓励员工节水等能措施。可以从三个方面入手:
① 控制污染源,必须实施清洁生产工艺。采用先进设备,杜绝先进设备产生带来二次水污染。
② 提高水循环利用率,以缓解水资源的消耗。比如煮糖、蒸发设备的冷凝水和冷却水,压榨动力汽轮机、真空吸滤机水喷泵和动力车间发电设备排出的冷却水等低浓度有机废水,可以循环使用,提高水的利用率,实现节约水资源。
③ 采用先进设备,最新技术,提高生产效益。
④ 废水的综合利用,制糖废水作为一种肥料在农业灌溉具有广阔的前景,土地灌溉工程操作简单易实施,制糖废水排放不会对当地水资源造成环境污染
小编后记
“前门产糖,后门排污”是有些人对制糖业污染的总结,虽不是完全客观的评价,但也从一个侧面反映制糖业处于的尴尬的环境治理困局。制糖,制造出来的是甜蜜,而留下的是更严重的污染,但“甜蜜”背后造成的环境负担不应由民众承担。制糖企业应采取源头控制、过程管理、末端治理相结合的全过程污染防治技术路线。同时应全面提高清洁生产水平,落实企业清洁生产工作责任制,持续开展清洁生产审核,实施清洁生产技术改造,大力发展循环经济。让甜蜜不再是负担。
编辑:赵凡




版权声明:
凡注明来源为“中国水网/中国固废网/中国大气网“的所有内容,包括但不限于文字、图表、音频视频等,版权均属E20环境平台所有,如有转载,请注明来源和作者。E20环境平台保留责任追究的权利。
媒体合作请联系:李女士 010-88480317


![]()
![]()
![]()

Copyright © 2000- https://www.h2o-china.com All rights reserved. 中国水网 版权所有
咨询热线:010-88480403 传真:010-88480301
E-mail:hjf@e20.com.cn
本站常年法律顾问:北京市康达律师事务所刘文义律师 京ICP备10040015号-7 京公网安备:11010802035285
京公网安备:11010802035285




